Do You Push or Pull When MIG Welding?
In MIG welding, you can either push or pull the welding pool. But this can be somewhat confusing for new welders who often wonder which of the two techniques is better to use.
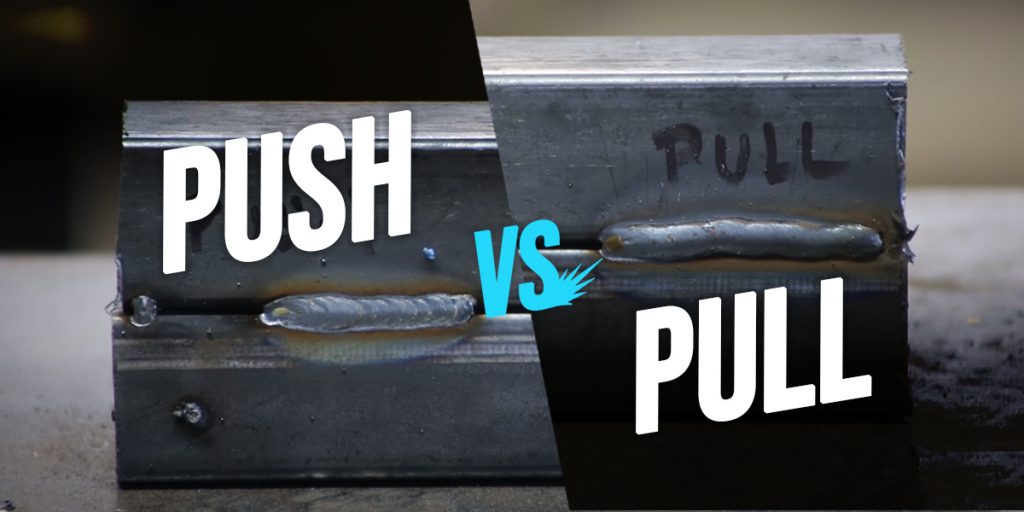
In MIG welding, strength of the weld is often the most crucial factor. Pushing a weld results in lower penetration, and a wider, flatter bead, that is esthetically pleasing. Conversely, pulling the weld produces a thinner, rounded bead with deeper penetration and marginally greater weld strength.
However, weld strength is not always important, and other factors can influence the decision to push or pull. The rest of this article explains the differences between the push and pull techniques, the advantages and disadvantages, and when and when not to use each method.
Push Vs. Pull
If you’re new to welding, you may not fully understand the difference between pushing and pulling. The distinction is simple, and it all has to do with how you hold the weld gun and the side of the weld puddle you’re working from.
In the push technique (also called forehand technique) you hold the weld gun behind the puddle “pushing” it forward as you weld. While with the pull or drag technique, the gun is held in front of the weld puddle, pulling it along the joint as you weld.
Both techniques work equally well, and all things being equal will give comparable results. Most welders will push from right to left and pull from left to right. But you can switch this order if you’re left-handed.
Pulling a Weld: Pros and Cons
The drag technique is a good one and comes with pros and cons alike.
- The weld penetrates deeper into the base metal.
- Deeper penetration often makes the weld stronger.
- Pulling allows you to watch and observe the weld puddle, so you can adjust the settings if you notice any issues with the weld.
- Although you can watch and observe the weld as it forms, you won’t be able to see what’s ahead of the weld. So when welding anything that’s not a straight line or corner joint, you’d frequently need to stop welding to check where you’re headed.
- The rounded bead formed by pulling will not be as esthetically pleasing and may even require some grinding if smoothness is required.
Pushing a Weld: Pros and Cons
Just like pulling, the forehand technique also has its strong points and drawbacks.
- Since the force of the arc is directed away from the weld puddle, pushing produces a flatter and wider bead, allowing more of it to tie into the base metal.
- With push welding, you can see what’s ahead of the weld puddle. This is particularly important when welding irregular sections that don’t follow a straight line.
- The flatter bead formed by push welds generally looks more esthetically pleasing. But this depends largely on the skill of the welder.
- You can’t see if the bead isn’t turning out well. And if it doesn’t, you may need to do it all over again.
- Pushing produces more splatter.
- Penetration is not so deep, and this may affect the overall strength of the weld.
When to Push or Pull a Weld
Having seen some advantages and disadvantages of both techniques, it’s clear that there are instances where one will serve better than the other. And you may wonder about these instances, so here are some pointers for when to use each technique.
When to Pull the Weld
The most important reason to pull a weld is if the resulting joint will be subjected to high stresses. The deeper penetration produced by pulling will make the weld stronger.
Other times when you can pull include
- When welding corner joints and straight lines.
- If you’re not sure of the polarity and other settings, then it’s best to pull the weld. This way, you can observe the bead as it forms and adjust the settings if needed, saving you time and preventing a complete do-over.
- Always pull the weld puddle when you use a flux core wire in a MIG welder, as the flux core produces slag, and pushing will lead to slag entrapment.
When to Push the Weld
- Push the weld if the joint will not be exposed to high pressures, and where esthetics is desired over weld strength.
- It’s best to push when welding any irregular-shaped joint, such as one with bend and curves. You can see ahead of the bead, enabling you to guide the wire properly along the joint.
- Always push the weld puddle when MIG welding aluminum, so that the shielding gas covers the weld puddle sufficiently. Pulling an aluminum weld puddle will result in a dirty, porous weld due to insufficient gas coverage.
When to Use Both Push and Pull Methods.
In areas where both methods can be used (like corner joints) and you’d like a strong weld, without sacrificing esthetics, you can use both push and pull techniques together.
First, start with one pulling pass for deeper penetration, and then use a pushing pass back across for a wider, flatter, and better-looking bead.
Final Thoughts
Provided that other factors remain the same, push and pull will yield similar results. Pulling the weld produces deeper penetration and can lead to greater weld strength. On the other hand, pushing the weld produces a wider and better-looking weld but with lesser penetration.
As such, the choice to push or pull when MIG welding comes down to two major factors — strength and esthetics. If a stronger weld is required, then pull. If the joint doesn’t need to be overly strong, then you can push the weld for a more aesthetically pleasing finish.
Other factors that can influence pushing or pulling include
- The shape of the joint: push for irregular-shaped joints
- Type of welding metal: always push for aluminum.
- Gas cover: pull the weld when using flux cores
Finally, some tight corners and spots may allow the nuzzle of your weld gun to fit in only one position. In such cases, you have no choice but to use the technique that works in that spot.

![Can You Touch The Metal You Are Welding [Explained]](https://weldingwatch.com/wp-content/uploads/2023/01/Can-You-Touch-The-Metal-You-Are-Welding-768x384.jpg)
![How To Break A Weld [Thermal vs Mechanical]](https://weldingwatch.com/wp-content/uploads/2021/10/How-To-Break-A-Weld-768x384.jpg)


